


東莞市樂氏螺桿有限公司
手機:13038844917(樂生)
電話:0769-86252198
傳真:0769-86252197
郵箱:fuyuanhz@139.com
網址:www.leshiluogan.com
合金螺桿的結構設計與及制造要求講解
文章出處:樂氏螺桿發布時間:2019-08-06
合金螺桿的結構設計與及制造要求講解
擠壓系統由合金螺桿和機筒組成,是擠出工作的“心臟”部分,螺桿在機筒內完成對塑料的連續輸送、塑化、均化、定壓定量擠出過程。
擠壓系統由合金螺桿和機筒組成,是擠出工作的“心臟”部分,螺桿在機筒內完成對塑料的連續輸送、塑化、均化、定壓定量擠出過程。
合金螺桿的結構設計
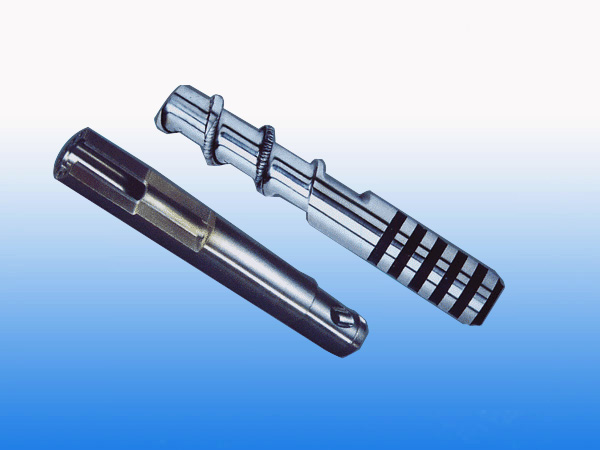
合金螺桿的類型有:等螺距漸變型螺桿、等螺距深度突變型螺桿、變深變距螺桿等。以常用的等螺距漸變型螺桿為例研究其結構。其主要特征:螺桿的螺紋部分螺距相等,而螺紋槽的深度在加料段和均化段的螺紋槽深不變,而在塑化段的螺紋槽深由深逐漸變淺,它是適于多種塑料的擠出塑化。漸變型螺桿將螺桿工作長度分為3個基本功能段,
(1)加料段:由料斗加入的物料靠此段向前輸送,并開始被壓實;
(2)塑化段:物料在此段繼續被壓實,同時向熔融狀態轉變;
(3)均化段:物料轉變為黏流態,螺桿將熔融物料定量、定壓、定溫地擠入到機頭成型。
由于合金螺桿的工作狀態是在高溫高壓下輸送原料,應保證具有高硬度和耐腐蝕睦。另外,螺桿屬于細長軸類,直線度要求高,截面形狀復雜,加工時由于受切削應力、組織應力和熱應力等的影響極易變形,因此對其制造要求較高。采用典型細長軸加工的工藝:粗銑一半精銑一精銑,應合理分配切削余量,一般粗銑留余量3~4mm,半精銑留余量1~1.5mm。在加工過程中始終以螺桿二端中心孔為基準,以保證螺桿的直線度和同軸度。
合金螺桿的制造要求:
1、制造材料應選用性能好、在高溫環境中工作變形小的合金鋼或優質碳素結構鋼,如:38CrMoAL、W6Mo5Cr4V2、40Cr等;
2、毛坯經鍛造成型后進行退火處理,以消除鋼材鍛造時產生的內應力;毛坯經粗加工后進行調質處理,硬度為HB260—290;
3、螺桿精加工后螺紋工作表面要進行氮化處理,氮化層深度為0.5—0.6mm,硬度為HV850~940;
4、螺桿螺紋工作面的粗糙度要滿足工藝要求,螺紋兩側面不大于1.6m,螺紋槽底和外圓不大于0.8in;
5、應保證螺桿的強度和韌性,螺桿的脆性不大于2級;
6、螺桿表面不允許有明顯碰傷、拉毛、銹蝕、燒傷等缺陷。目前提高螺桿壽命的工藝有:表面氮化、電鍍硬鉻、高頻淬硬、表面噴涂、噴焊等工藝。
合金螺桿和機簡裝配后,兩零件的軸心線同軸度要一致,螺桿在機簡內的裝配間隙要合理。裝配間隙過大,擠出熔料的壓力不穩定,使塑料制品的截面形狀、尺寸誤差大,擠出機的產量不穩定。應根據不同的直徑及長徑比大小選擇合適的裝配間隙,一般裝配間隙為+0.08~0.054mm,直徑越大,裝配間隙越大。
Next:專用注塑合金螺桿有哪幾種可選擇的? Back:螺桿廠家的合金螺桿清洗技巧與及注意事項 |
 售前咨詢
售前咨詢